The principle behind positive displacement vacuum pump is create a vacuum by expanding the volume of a container. For example in a manual water pump, a mechanism expands a small sealed cavity to create a deep vacuum. Because of the pressure, some fluid from the chamber is pushed into the pump's small cavity.
A vacuum pump is a device that draws gas molecules from a sealed volume in order to leave behind a partial vacuum. The job of a vacuum pump is to generate a relative vacuum within a capacity. They are used for composite moulding, flight instruments, production of vacuum tubes and electric lamps, CRT's, semiconductor processing, electron microscopy, photolithography, uranium enrichment, print presses, glass and stone cutting factories, cabinetry fabrication, and medical applications that require suction.
There are three basic types of pumps: positive-displacement, centrifugal and axial-flow pumps. Pumps are divided into 2 major categories: Dynamic and Positive Displacement (aka Displacement) Pascal is the official SI unit for vacuum pressure and consequently widely used in physical sciences. One Pascal is the force of one Newton per square meter acting perpendicular on a surface
The suction motor creates vacuum pressure and suction by rotating a motor fan. The impeller rotates at an incredibly high speed of about 30,000 to 35,000 RPM. A suction motor's power is measured by multiplying the rate of air flow and the vacuum pressure, which induces air flow from the brush through the hose
Capacity Flow Rate 3 -40 CFM (@10 bar Pressure)
Motor Rating: 1 - 15 HP (0.75-11 kW)

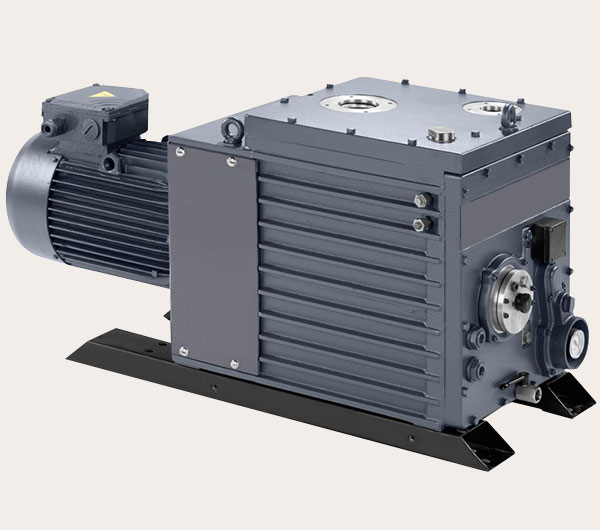
A rotary vane vacuum pump in its simplest definition is a type of pump technology that enables the compression of air inside the pump chamber to create suction for the removal of air molecules from a vessel or area. Rotary vane vacuum pump works on a positive-displacement pumping principle
Rotary vane vacuum pump is an oil-sealed rotary displacement pump. The pumping system consists of a housing
(1) Eccentrically installed rotor
(2) Vanes that move radially under spring force
(3) Inlet and Outlet
(4) Outlet valve is oil-sealed.
A two stage design has two rotors and vanes. This means that the first stage generates vacuum and the second stage cleans the system, leading to a deeper ultimate vacuum level. As a result, two stage pumps can produce a deeper vacuum than single stage pumps. A two-stage motor has two fans while a three stage has three fans. In addition to the Thru-Flow and Tangential Bypass motors, there's actually a third motor type we really haven't addressed since it is not commonly used. This is called a Peripheral Bypass motor.
The rotary pump consists of a fixed casing containing gears, cams, screws, plungers or similar elements actuated by rotation of the drive shaft. A number of pump types are included in this classification, among which are the gear pump, the screw pump, and the rotary vane pump.
Other benefits of all Rotary Vane Vacuum Pump designs:
High end vacuum with one compressor unit
Blades with long service life
Optimised oil-water separation (oil lubricated only)
High water vapour tolerance, by gas ballast (oil lubricated only)
Low noise level
Low vibration
Virtually pulsation free
Easy to maintain
Suitable for a wide range of industrial applications
Completely oil free (dry running rotary vane pumps only)
The most practical way to decide what A/C refrigeration pump is needed is to take the square root of the tonnage you're servicing. ... 16ton to 25ton (Typical Residential A/C System) would require a pump with a 4 to 5 CFM rating. 16ton to 25ton (Commercial Systems) would require a 6 to 8 CFM rating. The CFM (Cubic Feet per Minute) on HVAC vacuum pumps is how fast it can pump out air and can vary between 2-10 CFM. 5 CFM is good for small to medium-sized residential HVAC units. For large 10-15 ton units, it would be better to have 8 or 10 CFM pump
Capacity Flow Rate 16-600 M3/HR (@0.1 mbar)
Motor Rating: 1-15 HP (0.75-11 kW)

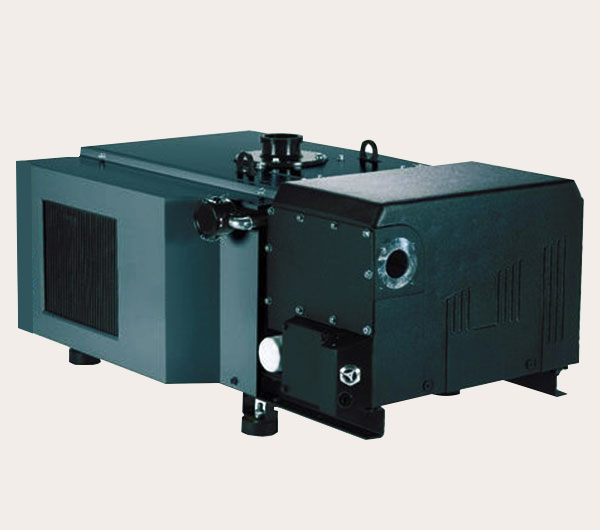
Dry screw vacuum pumps contain two screw rotors which rotate inside a cylinder. Thereby, the gas is trapped between cylinder and screw chambers and carried to the gas discharge. There is no contact between the two screw rotors and there is no need for additional lubrication.
Free of any oil emissions and has zero contamination –benefit from an exhaust that is extremely clean and performance with superior dust handling capabilities.
Compact noise-reducing canopy with a quiet, vibration-free operation and low pitch sound level – the compact footprint ensures quick installation based on a true plug and play principle.
VSD equipped and controlled with the MKV unrivalled built-in intelligence and optimum vacuum levels with Variable Speed Drive.
Fully air-cooled, compact and clean dry screw vacuum pump. It’s robust design and small footprint makes it the perfect pump for industrial applications. This innovatively designed pump with remote monitoring and control capabilities is efficient, has a low cost of ownership and is a truly clean vacuum pump.
Dry Screw Technology - only 50 moving parts and a triple pitch screw design with grease lubricated bearings
Air-cooled pump – minimal heat load and no oil or water changes
V-Belt drive – belt transmission operates on soft start and can be changed in 30 minutes
Bearing vent – constant airflow towards the element
Noise reducing canopy – designed to reduce noise and facilitate easy maintenance
Built-in intelligence – with remote control and monitoring, get the latest status updates on running and stopped hours, programmable timers, warning, fault and shutdown indications. etc.
Capacity Flow Rate 100-5000 M3/HR (0.3 mbar)
Motor Rating: 5-120 HP (3.7-90 kW)

In general, a vacuum is created by starting with air at atmospheric pressure within a chamber of some sort, as molecules are removed by the vacuum pump, the distance between collisions becomes greater and greater.
Vacuum is the difference in air pressure between the inside of the intake manifold and the outside atmosphere. The pressure difference creates suction and helps to draw air into the engine. Engine vacuum is a required condition for a gasoline engine to run. It helps control the engine rpm
A vacuum pump is a device that draws gas molecules from a sealed volume in order to leave behind a partial vacuum. The job of a vacuum pump is to generate a relative vacuum within a capacity.
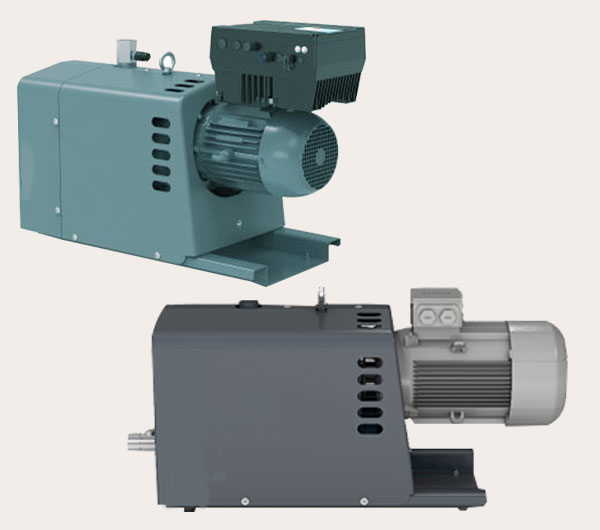
A claw pump consists of two rotors. They turn in opposite directions in a compressor housing without contact observing very tight clearances. They are synchronised via a precision gear. As the claw moves over the suction connection and the axial suction channel inlet the gas is sucked into the compression chamber. A vacuum pump has the inlet hooked up to one or both valve covers, sometimes the valley pan. It sucks the air from the engine, thus reducing the air pressure build up created by blow due to combustion gases going past the piston rings into the pan. Exhaust air goes to the atmosphere thru the air filter.
Dry vacuum pumps are a range of Class 0 certified dry claw vacuum pumps; single-stage, oil-free and air-cooled. They are available in fixed speed and Variable speed variants. The Variable speed variants have VSD+ inverter drive technology built-in.
Capacity Flow Rate 65-1200 M3/HR (30 mbar)
Motor Rating: 3-20 HP (2.2-15 KW)
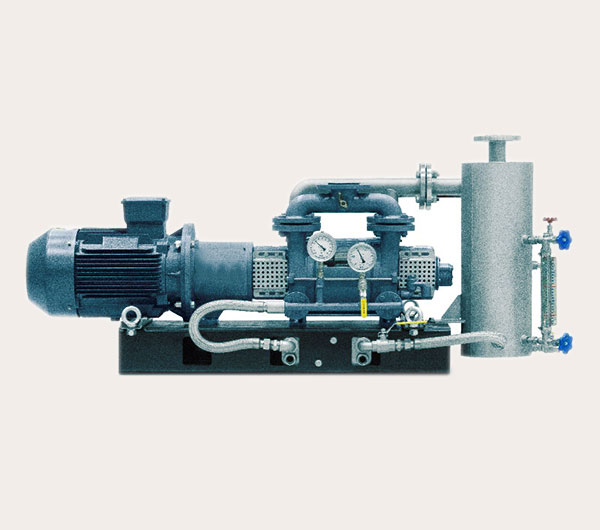
A liquid-ring pump is a rotating positive-displacement pump.
The liquid-ring pump compresses gas by rotating a vanned impeller located eccentrically within a cylindrical casing. Liquid (usually water) is fed into the pump and, by centrifugal acceleration, forms a moving cylindrical ring against the inside of the casing. This liquid ring creates a series of seals in the space between the impeller vanes, which form compression chambers. The eccentricity between the impeller's axis of rotation and the casing geometric axis results in a cyclic variation of the volume enclosed by the vanes and the ring.
Gas, often air, is drawn into the pump through an inlet port in the end of the casing. The gas is trapped in the compression chambers formed by the impeller vanes and the liquid ring. The reduction in volume caused by the impeller rotation compresses the gas, which reports to the discharge port in the end of the casing.
As the shaft turns, a liquid ring is created by the centrifugal force generated by the rotating impeller. This force holds the liquid ring against the inner wall of the pumping chamber. This creates increasing cell volume on the inlet port side, creating vacuum. The liquid-ring pump compresses gas by rotating a vanned impeller located eccentrically within a cylindrical casing. Liquid (usually water) is fed into the pump and, by centrifugal acceleration, forms a moving cylindrical ring against the inside of the casing
Compressed gas on discharge of pump contains certain amount of working liquid which is usually removed in vapour–liquid separator.
Liquid-ring vacuum pumps can use any liquid compatible with the process, provided it has the appropriate vapour pressure properties, as the sealant liquid. Although the most common sealant is water, almost any liquid can be used. The second most common is oil. Since oil has a very low vapour pressure, oil-sealed liquid-ring vacuum pumps are typically air-cooled. For dry chlorine gas applications concentrated sulphuric acid is used.
The ability to use any liquid allows the liquid-ring vacuum pump to be ideally suited for solvent (vapour) recovery. If a process, such as distillation or a vacuum dryer, is generating toluene vapours, for example, then it is possible to use toluene as the sealant, provided the cooling water is cold enough to keep the vapour pressure of the sealant liquid low enough to pull the desired vacuum.
Liquid ring vacuum pump, offering excellent performance and connectivity. The vacuum technology with patented algorithms and smart connectivity is housed in the IP54 rated wet/dry canopy that provides optimum energy efficiency along with low operational and maintenance costs. With one of the smallest footprints for the breakthrough design makes the most of the space under the canopy by optimizing accessories that would otherwise require additional space, piping and installation. The stainless steel impeller, endplates, liquid reservoir and heat exchanger makes this pump highly resilient against corrosion and harsh process gases. Liquid and solid carry over.
Ionic liquids in liquid-ring vacuum pumps can lower the vacuum pressure from about 70 mbar to below 1 mbar.
Capacity Flow Rate 25-1500 M3/HR (25 mbar)
Motor Rating: 7.5--60 HP (5.0-45 kW)